TUTORIAL MASTERCAM 3D
(STEKER)
Lakukan langkah – langkah seperti berikut ini :
- Buka mastercam X5
- Buatlah sketch sesuai gambar dibawah ini dg ukuran yang anda kehendaki
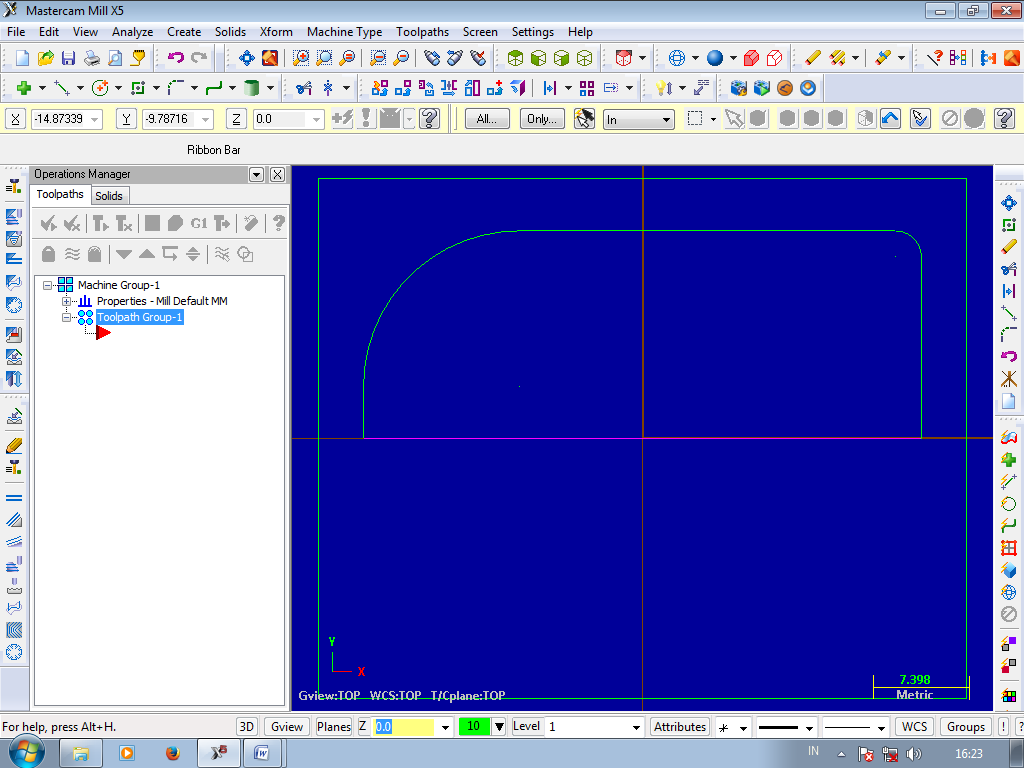
- Klik “Solids” lalu pilih “Extrude” dan pilih kotakan yg luar sehingga nanti hasilnya akan sama seprti gmbr dibwh ini :
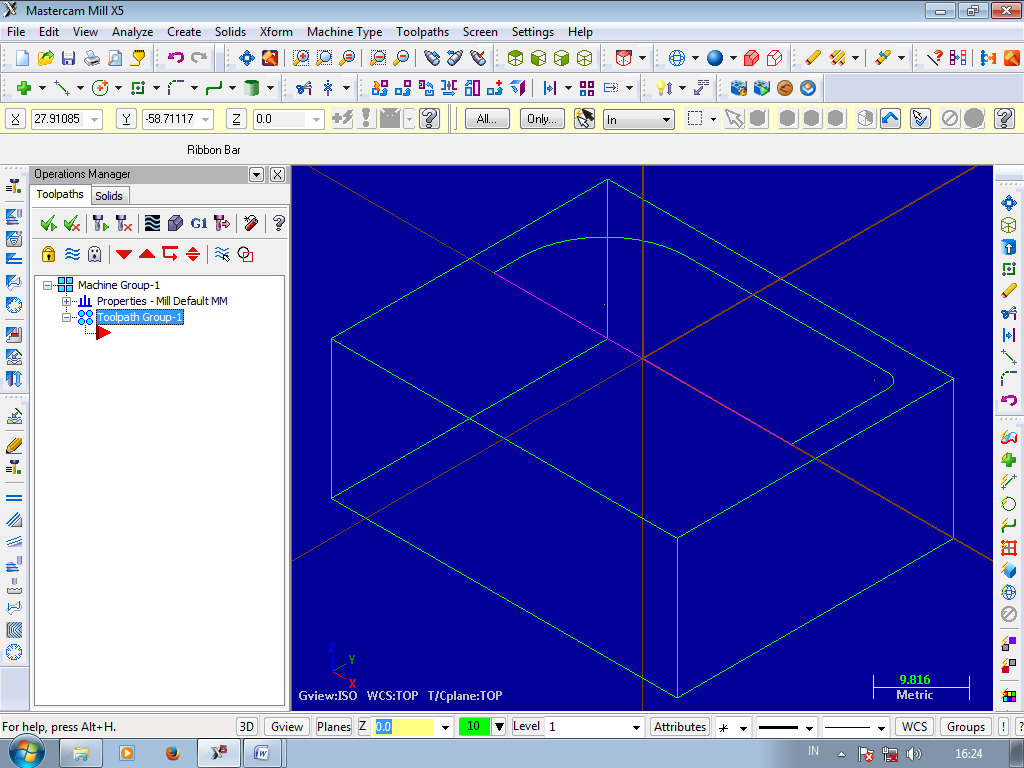
- Klik “Solids”dan pilih “Revolve”
- Pilih atau klik bgian yg akan direvolve lalu klik axisnya pada bgian tengah atau sumbu X, kemudian pilih CUT BODY
- Maka akan nampak seperti gambar berikut :

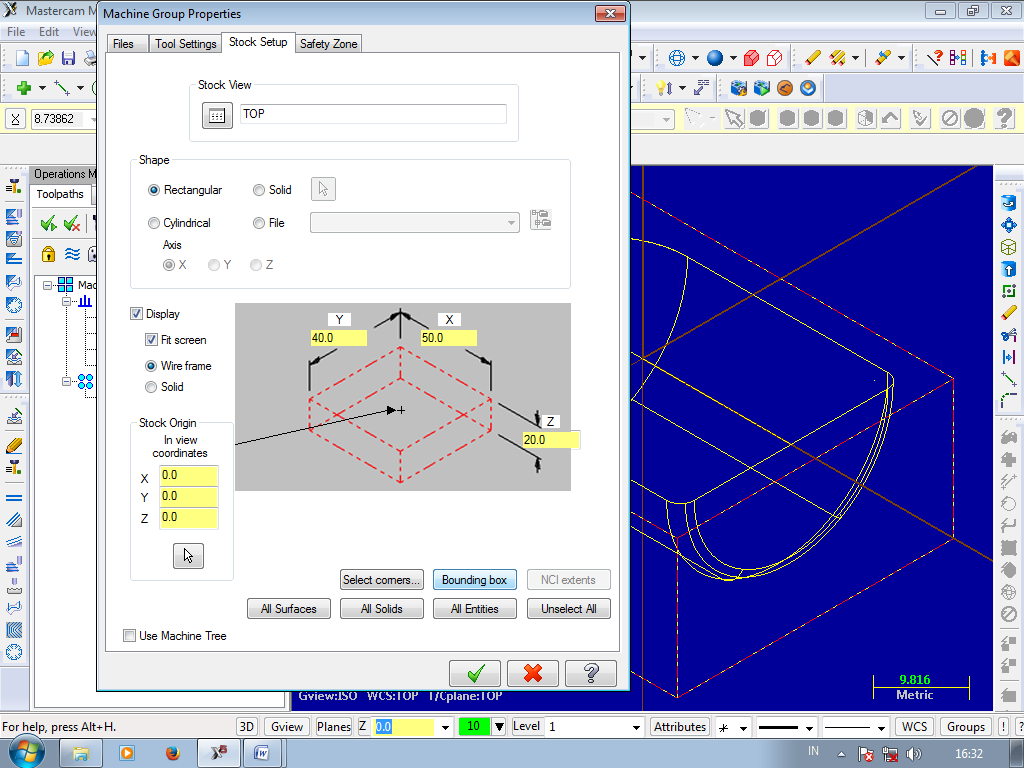
- Pilih menu Machine Type → Mill →Default
- Klik properties → Stock Setup → Bounding Box klik oke seperti pada gambar berikut :
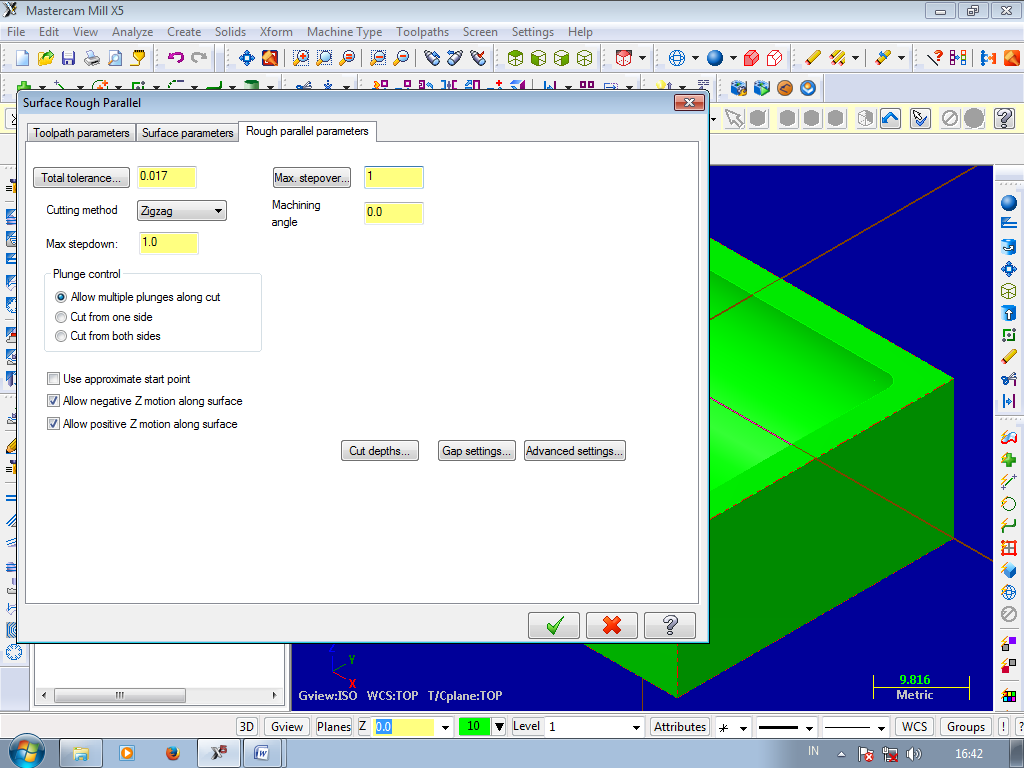
- Pilih Toolpath → Sufrace Rough →Pararel → Cavity → Pilih obyek yg akan dikerjakan → kemudian tekan ENTER maka inilah bend yg akan dikerjakan :

- Isikan parameter seperti ini :

- Isikan Surface Parameter seperti ini :

- Isikan Rough Pararel Parameter seperti ini :
- Tahap finishing
- Pilih Toolpath → Surface finish → Pararel → pilih obyek yg akan difinishing → ENTER
- Atur parameternya seperti ini :

(*TOOLPATH PARAMETER)
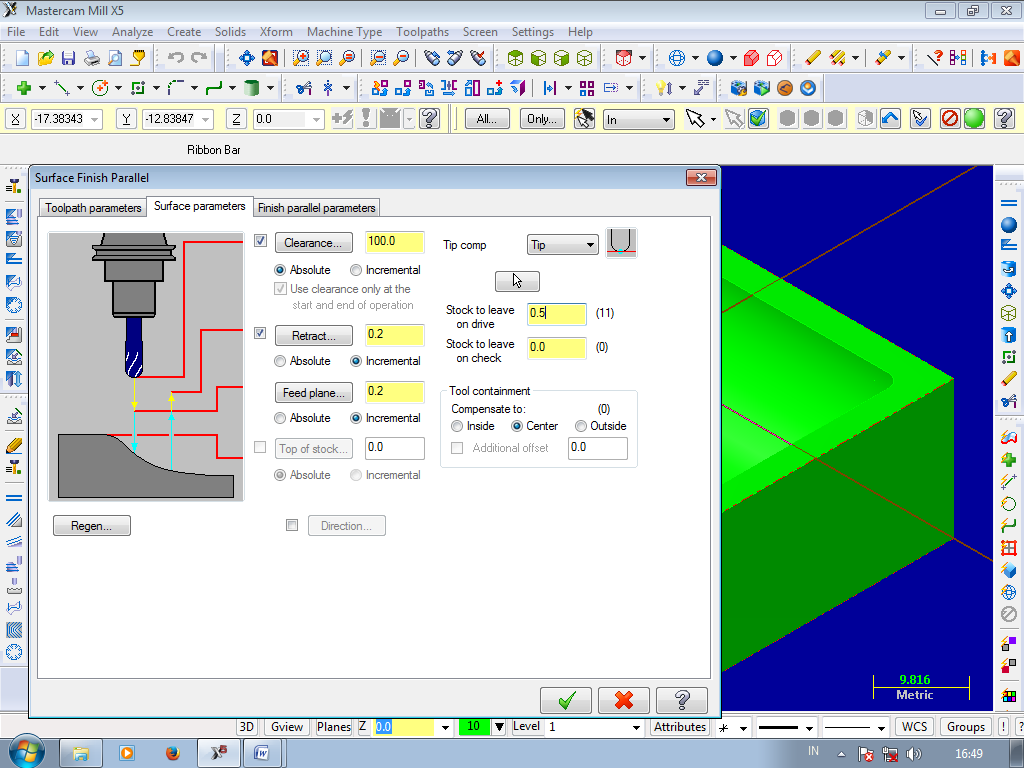
(*SURFACE PARAMETER)
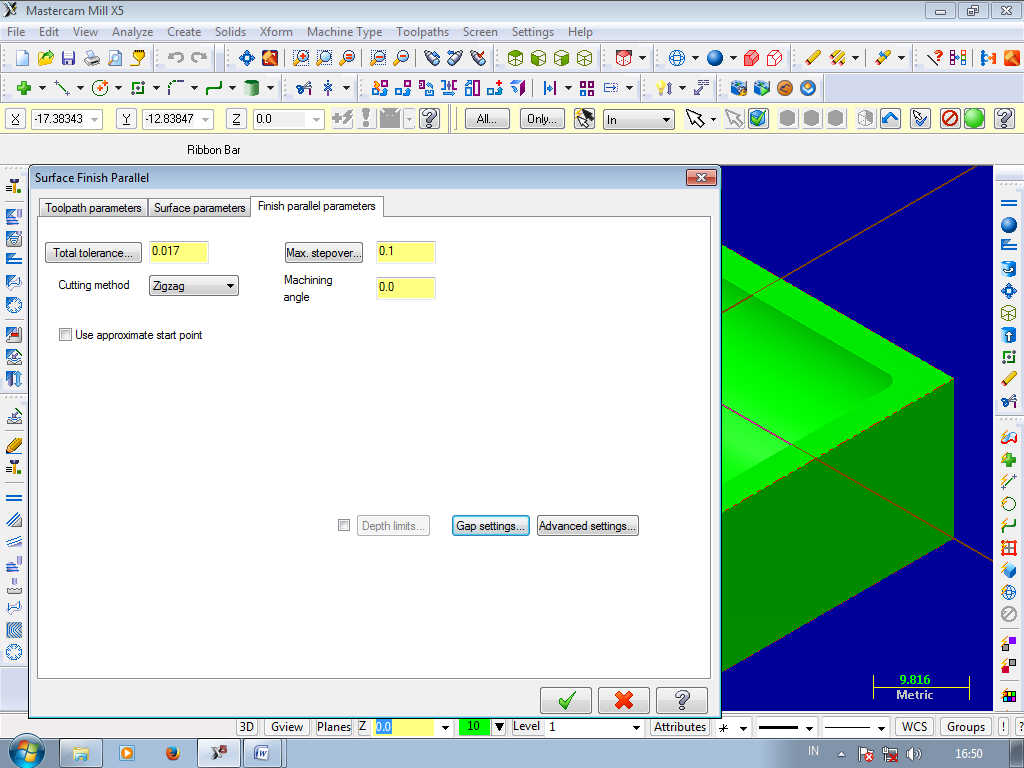
(*Finish pararel parameter)
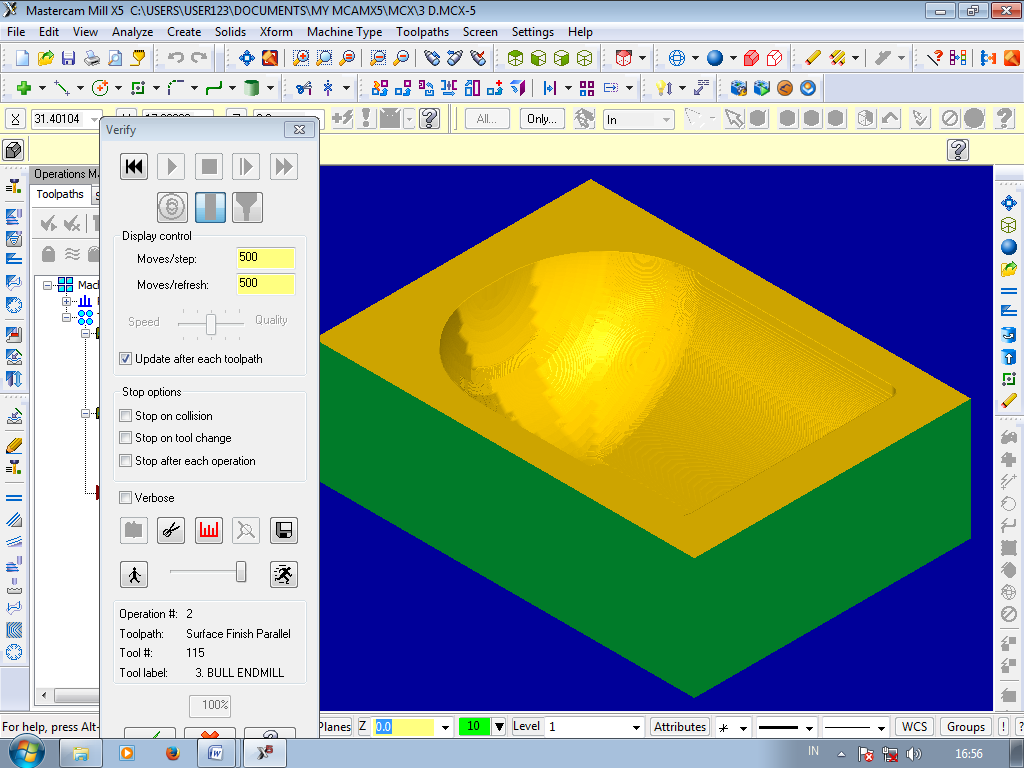
16. jika sudah, tekan ikon ini untuk mensimulasikan
- Maka hasilnya akan nampak seperti ini
PENULIS : ALFIN ROHMAN S
Poker Room in San Francisco: Meetings, Tickets & Reviews
BalasHapusView 하남 출장마사지 upcoming poker tournaments and events at the Poker Room in San Francisco in the City 삼척 출장샵 of San Francisco. 평택 출장마사지 Get in the 경기도 출장마사지 game, 광양 출장안마 get a seat